Pengantar Proyek
Untuk partikel besar, material lembaran kecil, material silinder kecil, dan material amorf, pengering sabuk lebih cocok digunakan. Saat ini yang umum digunakan adalah pengering sabuk aliran kontinu, sedangkan metode pengeringan aliran paralel hanya digunakan pada pengering terowongan. Pengering sabuk yang diperkenalkan di sini mengacu pada pengering sabuk aliran kontinu, yang disebut sebagai pengering sabuk.
Komposisi pengering sabuk:
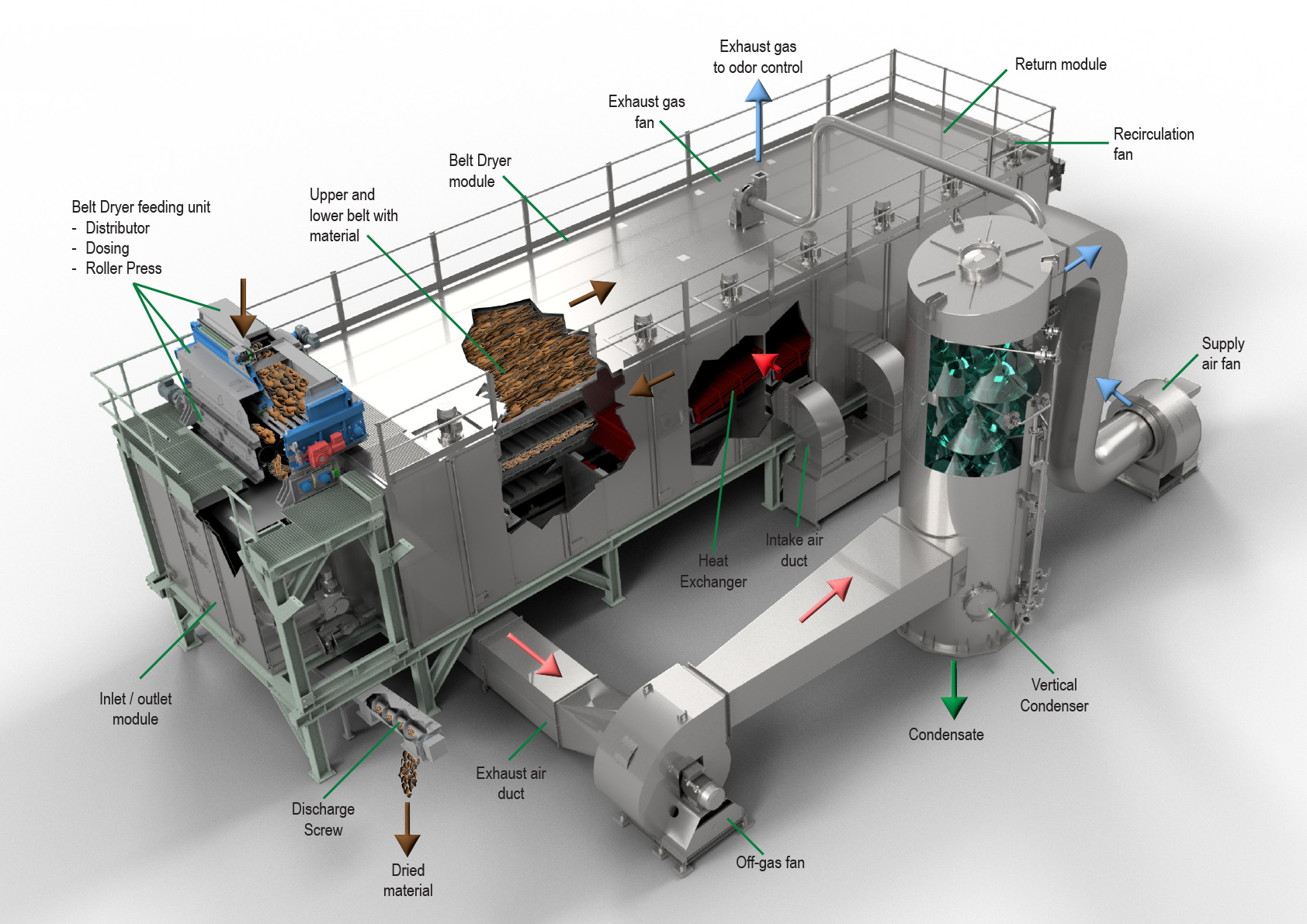
Pengering sabuk terdiri dari beberapa unit independen. Setiap unit terdiri dari kotak, sabuk konveyor dan sistem transmisi, kipas sirkulasi, perangkat pemanas, sistem penghisapan udara segar terpisah atau bersama, dan sistem pembuangan gas buang. Jumlah unit dapat ditentukan sesuai kebutuhan, dan parameter pengoperasian media pengeringan seperti volume udara, suhu, kelembaban, dan sirkulasi gas buang dapat dikontrol secara independen, sehingga memastikan keandalan pengering dan optimalisasi kondisi pengoperasian.
Fitur-fitur pengering sabuk:
1. Pengoperasian pengering sabuk fleksibel. Setelah bahan basah masuk ke pengering sabuk, proses pengeringan dilakukan di dalam kotak yang tertutup rapat, dan kondisi kerja lebih baik untuk menghindari kebocoran debu.
2. Ketika bahan kering di dalam pengering sabuk bergerak bersama sabuk konveyor, posisi relatif antar partikel bahan relatif tetap (yang dapat dianggap sebagai lapisan tetap), dan waktu pengeringan pada dasarnya sama. Pengering sabuk sangat cocok untuk beberapa proses pengeringan di mana warna bahan berubah atau kadar air perlu seragam. Selain itu, getaran dan benturan bahan pada pengering sabuk sangat kecil, dan partikel bahan tidak mudah pecah, sehingga juga cocok untuk mengeringkan beberapa bahan (seperti makanan) yang tidak boleh pecah.
3. Pengering sabuk tidak hanya dapat mengeringkan bahan, tetapi juga memanggang, membakar, atau mematangkan bahan tersebut.
4. Struktur pengering sabuk tidak rumit, mudah dipasang, dapat beroperasi dalam waktu lama, jika terjadi kerusakan, dapat diakses melalui kotak perawatan internal, dan perawatannya mudah.

Lingkup aplikasi pengering sabuk:
Pengering sabuk adalah perangkat pengering kontinu yang paling umum digunakan, banyak digunakan dalam industri makanan, serat kimia, kulit, kehutanan, farmasi dan industri ringan, serta sering digunakan dalam industri garam anorganik dan kimia halus.
Struktur dan klasifikasi pengering sabuk:

1. Berdasarkan jumlah lapisan sabuk konveyor, klasifikasinya dapat dibagi menjadi pengering sabuk satu lapis, pengering sabuk multi-lapis, dan tipe seri badan kotak.
2. Berdasarkan arah aliran udara panas, dapat dibagi menjadi tipe aliran udara panas ke bawah, tipe aliran udara panas ke atas, dan tipe aliran udara panas komposit silang.
3. Berdasarkan klasifikasi mode pembuangan: dapat dibagi menjadi pembuangan aliran berlawanan, pembuangan aliran sejajar, dan mode pembuangan terpisah.
Persyaratan desain pengering sabuk
Ban berjalan:
1. Saat ini, sabuk konveyor yang paling banyak digunakan terbuat dari jaring kawat baja tahan karat, dengan ukuran mesh 10 ~ 14 mesh, ditentukan berdasarkan ukuran partikel material, kepadatan material, dan ketebalan material. Jika jaring satu lapis tampak tipis, dua lapis jaring dapat digunakan bersamaan. Di bawah saringan ditopang oleh rol, yang dihubungkan dan dipasang dengan rol. Kedua ujung rol dimasukkan ke dalam poros berongga rantai konveyor dan berjalan bersamaan dengan rantai.
2. Jika bahannya lengket, lapisan jaring anti lengket dapat ditempelkan pada jaring baja tahan karat.

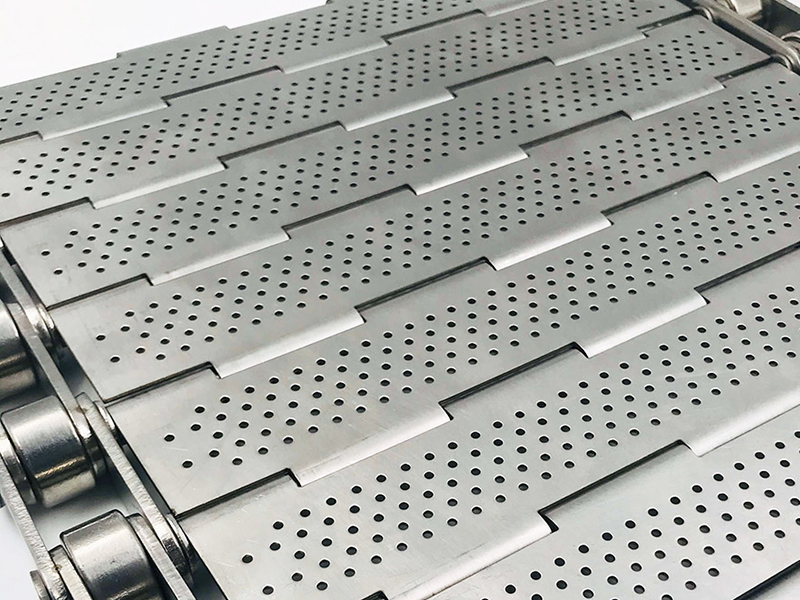
3. Pelat baja berlubang dihubungkan untuk membentuk sabuk konveyor. Ketebalan pelat baja adalah 1 mm hingga 1,5 mm, dan tingkat pembukaan ditentukan oleh kekakuan pelat baja setelah dilubangi. Menurut informasi yang ada, tingkat pembukaan adalah 6% ~ 45%, yang terlalu besar. Menurut pengalaman praktis, jika ketebalan pelat baja adalah 1,2 mm, tingkat pembukaan adalah 12% ~ 18%. Dapat membuat lubang bundar, dengan bukaan sekitar 2 mm; Lubang panjang juga dapat dibuat. Lebar setiap pelat baja berlubang sama dengan jarak antar rantai. Kedua ujung pelat baja berlubang dapat dihubungkan dengan pelat telinga bagian dalam rantai konveyor non-standar, sehingga pelat baja berlubang dapat berjalan bersama rantai konveyor.
Alat pemberian makan:
Jika ketebalan lapisan pengumpanan sabuk konveyor tidak merata, hal itu akan menyebabkan korsleting pada media pengering (udara panas) atau penurunan tekanan yang tidak merata, sehingga lapisan material yang tipis menjadi "terlalu kering", sedangkan lapisan material yang tebal tidak cukup kering, yang memengaruhi kualitas produk. Oleh karena itu, desain perangkat pengumpanan sangat penting.
1. Corong pengumpan: Ini adalah alat pengumpan paling sederhana, cocok untuk butiran non-kental, balok, dll.
Bahan padat dengan fluiditas yang baik, seperti buah-buahan, pil, dan sayuran yang dipotong kecil-kecil atau diiris, dll. Lebar mulut pengumpanan corong sama dengan lebar pengeringan efektif sabuk konveyor, dan mulut pengumpanan dilengkapi dengan pintu untuk mengatur jumlah pengumpanan.

2. Corong pengumpan dengan poros pengaduk bilah datar: Poros pengaduk dengan bilah datar dipasang pada corong pengumpan untuk mencegah material menempel pada dinding miring corong, yang cocok untuk material granular dengan fluiditas rendah.
3. Ganti mata pisau datar di atas dengan mata pisau bergigi seragam, yang cocok untuk bahan berserat, seperti wol, serat sintetis, selulosa, dll. Karena mata pisau bergigi seragam, bahan serat dapat tersebar merata di sabuk konveyor.
4. Perangkat pengumpan ekstrusi drum: perangkat pengumpan berupa sepasang drum logam berlapis karet yang dapat berayun dan naik turun pada pelat berlubang berbentuk busur, dan corong penyimpanan dipasang di antara drum dan berayun sesuai dengan gerakan drum. Corong penyimpanan sering dilengkapi dengan pengaduk untuk mengaduk material di dalam panjang corong penyimpanan.
Perangkat pengumpan jenis ini cocok untuk material pasta. Material pasta mengalir ke dalam drum melalui corong penyimpanan, kemudian diekstrusi menjadi material berbentuk strip dengan luas permukaan besar berdiameter 3 ~ 8 mm, yang didistribusikan secara merata di atas sabuk konveyor. Untuk material pasta basah atau material thioxidasi, perlu dipanaskan dan dikeringkan terlebih dahulu atau didehidrasi menggunakan filter drum vakum menjadi material pasta, kemudian digunakan dengan pengumpan ekstrusi. Titanium dioksida, tanah liat Cina, kalsium karbonat, dan material anorganik lainnya menggunakan perangkat pengumpan jenis ini.
Perangkat transmisi:
Perangkat transmisi terdiri dari rantai dengan jarak antar gigi yang besar dan tidak standar, sproket, poros sproket, motor enam kutub (960r/min), konverter frekuensi, reduktor roda gigi sikloidal dua tahap, dan satu set reduktor roda gigi atau sproket.
1. Rantai dengan jarak antar mata rantai lebar non-standar: untuk sabuk konveyor jaring kawat, jarak antar mata rantai umumnya adalah 76,2 mm (3 inci).
Atau, 101,6 mm (4 inci). Poros rantai adalah poros berongga, yang dapat melewati ujung rol sabuk jala pendukung; Untuk sabuk konveyor pelat berlubang, jarak antar rantai adalah 6 ~ 8 inci, yang dapat meningkatkan lebar pelat berlubang dan meningkatkan kekakuan. Terdapat pelat telinga di sisi dalam rantai, yang dapat menahan pelat berlubang dan pelat penyekat lateral. Jika suhu udara panas lebih rendah dari 200℃, material rantai adalah Q235A; Jika suhu udara panas lebih tinggi dari 200℃, material rantai harus mempertimbangkan 16Mn.
2. Roda rantai: roda rantai harus terbuat dari baja 45, gigi roda rantai harus dikeraskan sebagian untuk meningkatkan ketahanan aus, alur pasak pada kedua ujung poros roda rantai yang sama harus searah. Disarankan agar sepasang sproket ditumpuk bersama, dan dilas titik dengan baik, lalu diproses alur pasaknya secara bersamaan.
3. Poros roda rantai: jika poros sproket panjang, pipa baja karbon dapat digunakan di bagian tengah; Kedua bagian tersebut merupakan ujung poros padat, yang disambung atau dilas dengan cincin pada pipa baja, terbuat dari baja 45. Kedua ujung poros harus konsentris, dan alur pasak pada kedua ujung poros harus berada pada bus yang sama, untuk memastikan bahwa rantai di kedua sisi tidak menghasilkan pergeseran depan dan belakang, dan juga untuk memastikan bahwa konveyor sabuk jaring dan konveyor pelat berlubang tidak akan miring.

4. Motor enam kutub biasa + konverter frekuensi: untuk motor biasa, frekuensi dapat diturunkan hingga 15Hz, sehingga kecepatan keluaran motor dapat mencapai 290r/min pada titik terendah.
5. Reducer roda gigi sikloidal dua tahap: rasio reduksi harus 289 ~ 377, sehingga kecepatan minimum ujung keluaran reducer adalah 1 ~ 0,77 r/min.
6. Satu set roda gigi atau roda gigi slink untuk memperlambat laju: rasio perlambatannya adalah 2,5 ~ 3, sehingga kecepatan linier minimum sabuk konveyor adalah 0,4 ~ 0,8 m/menit, dapat memastikan waktu pengeringan material yang tidak mudah kering.
Perangkat pemanas udara panas kering:
1. Suhu udara panas kering di bawah 150℃, dan uap dapat digunakan sebagai sumber panas. Jika penukar panas uap berada di luar kotak pengering atau di atas bahan yang dikeringkan, penukar panas uap tipe SRZ atau SRL dapat digunakan; Jika penukar panas uap berada di bawah bahan yang dikeringkan, perlu diperiksa apakah bahan tersebut akan terhalang dari lubang sabuk jala ke celah sirip penukar panas. Jika tidak terhalang, kedua jenis penukar panas di atas juga dapat digunakan. Jika terhalang, penukar panas tabung tipis sering digunakan. Silakan lihat konten terkait di Kuliah 2 untuk pemilihan dan perhitungan penukar panas.

2. Jika suhu udara panas kering yang dibutuhkan di atas 150℃, tungku tiup panas harus digunakan sebagai sumber panas. Jika udara buangan langsung masuk dan keluar dari unit pengering, suhu udara buangan tinggi, dan kadar air udara buangan rendah, maka udara buangan dari unit pengering ini dapat digunakan sebagai udara masuk unit pengering berikutnya, kemudian dikeluarkan dari unit pengering, dan kedua unit pengering yang berdekatan membentuk kombinasi pengeringan, sehingga meningkatkan tingkat pemanfaatan energi panas.
Kotak pengering sabuk:
1. Pengering sabuk terintegrasi: Pengering sabuk terintegrasi dapat dipertimbangkan jika jumlah air yang dikeluarkan selama pengeringan sedikit dan hasil panen rendah. Panjang maksimum pengering sabuk secara keseluruhan ditentukan oleh panjang pengangkutan yang diizinkan oleh alat transportasi, yaitu diangkut dengan truk. Panjang maksimum umumnya adalah 14 ~ 15 meter.
2. Jika panjang pita lebih dari 15 meter, pita dapat dibuat di lokasi, atau dibuat dalam beberapa bagian dan disambungkan di lokasi.

3. Ketebalan isolasi pengering adalah 50 mm, dan bahan isolasinya adalah wol batu. Rangka pengering sabuk dapat dilas dengan pipa persegi 50×50×5.
Perhitungan pengering sabuk
Dalam perhitungan pengering, kadar air kritis material selama proses pengeringan adalah parameter kunci. Kadar air kritis adalah kadar air rata-rata pada titik peralihan antara tahap pengeringan kecepatan konstan dan tahap pengeringan kecepatan menurun, yang merupakan parameter penting dalam desain peralatan pengeringan. Tahap pengeringan kecepatan konstan ditandai dengan laju penguapan air yang besar, dan pada dasarnya konstan, suhu permukaan material juga pada dasarnya konstan, dan mendekati suhu bola basah udara panas. Tahap pengeringan kecepatan menurun ditandai dengan penurunan laju penguapan air yang cepat, dan semakin kecil, suhu material secara bertahap meningkat, dan mendekati suhu udara panas. Kadar air kritis berkaitan dengan kadar air material, bentuk material (mengacu pada tingkat ikatan, ukuran partikel, luas permukaan spesifik, bentuk material, akumulasi rongga, dll.), metode pengeringan (pengeringan fluida, pengeringan unggun tetap, dan pengeringan semprot, dll.) dan kondisi pengeringan (suhu udara panas, kecepatan udara panas, jenis media panas, dll.). Kadar air kritis material diperoleh melalui pengujian menggunakan mesin uji pengeringan yang sama dan kondisi pengeringan yang sama seperti pengeringan sebenarnya. Parameter pengeringan penting lainnya dapat diperoleh dalam percobaan, seperti intensitas pengeringan (penguapan air per satuan luas per satuan waktu, kg air/m²·jam), dll. Untuk pengujian pengeringan pengering sabuk, sebaiknya dilakukan pada pengering sabuk kecil (misalnya lebar 0,5 m, panjang 2 ~ 3 m); atau dalam pengujian udara panas melalui oven. Waktu pengeringan yang diperoleh dalam percobaan harus diperpanjang secara tepat dalam desain sebenarnya. Jika kondisi pengujian tidak tersedia, perlu untuk mencari hasil analisis kualitatif dari literatur referensi, parameter pengeringan yang diketahui dari material serupa, dan pengalaman sendiri untuk melakukan desain. Perlu disebutkan bahwa ada risiko tertentu dalam hal ini, yang diminimalkan dengan memperbesar margin.

Catatan tentang kadar kelembapan kritis dan desain pengering sabuk:
(1) Ketika bahan granular ditumpuk bersama, kadar air kritis bahan kering adalah 0,08 ~ 0,12. Ketika bahan koloid dikeringkan dalam keadaan lapisan tetap, kadar air kritis bahan kering adalah > 0,30.
(2) Untuk pengering sabuk, luas permukaan bahan yang akan dikeringkan memiliki pengaruh besar terhadap laju pengeringan.
(3) Untuk pengering sabuk, ketebalan lapisan akumulasi dan kepadatan material pada sabuk konveyor sangat penting. Jika tidak seragam, akan menyebabkan pengeringan tidak merata karena ventilasi yang tidak merata. Dalam sirkuit pendek udara panas, karena pengeringan yang berlebihan akan membuat kualitas produk menjadi lebih buruk, ventilasi yang buruk akan menyebabkan pengeringan yang lambat, yang akan mengurangi kapasitas keseluruhan alat pengering.
(4) Perhatikan penyegelan kedua sisi sabuk konveyor dan saluran masuk dan keluar material. Karena korsleting atau kebocoran udara panas, kapasitas pengeringan akan berkurang.
(5) Untuk pengering sabuk, karena bagian belakang umumnya tidak memerlukan peralatan penghilang debu, melainkan udara buangan langsung, maka kandungan air pada udara buangan dapat ditingkatkan secara tepat. Dengan asumsi suhu udara buangan harus lebih tinggi dari suhu titik embun yang sesuai, kandungan air pada udara buangan dapat mencapai d=0,04 ~ 0,08 kg air/kg udara kering.
(6) Kecepatan udara panas positif pada sabuk konveyor umumnya u0=0,5 ~ 1,5m/s.
Prinsip penghilang bau biologis
Prinsip penghilang bau biologis adalah menggunakan mikroorganisme untuk mengubah zat-zat berbau menjadi senyawa yang tidak berbahaya. Selama proses pertumbuhan, mikroorganisme dapat mengubah zat-zat eksternal menjadi metabolit seperti karbon dioksida dan air, atau mengubahnya menjadi zat-zat seluler yang tidak berbahaya. Proses biokimia ini mengubah polutan menjadi zat-zat yang tidak mencemari. Namun, zat-zat fase gas biasanya sulit mengalami reaksi biokimia karena konsentrasinya yang rendah. Oleh karena itu, proses pemurnian bau secara biologis perlu dilengkapi melalui proses filtrasi menara penghilang bau biologis.

Tindakan pencegahan untuk pengering sabuk:
(1) Parameter penyesuaian pengering juga lebih banyak, sehingga juga memiliki elastisitas produksi yang relatif besar. Untuk memastikan kapasitas produksi, dalam pemilihan sumber panas, kipas atau kipas buang, sisakan margin.
(2) Keseragaman material dengan pengering sangat penting. Karena pada pengering sabuk, sabuk jaring dan lapisan material berperan dalam aliran udara. Jika material tidak seragam, akan terjadi korsleting udara panas, sehingga menyebabkan pengeringan material yang tidak merata pada jaring.
(3) Untuk mendapatkan manfaat dari kinerja aliran udara panas itu sendiri, tekanan dinamis Pd dari saluran masuk udara panas harus kurang dari 50 Pa. Dalam kondisi memungkinkan, buat volume kotak masuk udara panas sebesar mungkin, yang juga kondusif untuk angin.
(4) Untuk setiap unit pengering, usahakan agar volume udara horizontal dan vertikal seragam, dapat menggunakan udara pelat berlubang, udara pelat pemandu, dan udara balik serta metode lainnya.
(5) Setelah rantai konveyor digunakan dalam waktu lama, rantai tersebut akan aus dan memanjang. Harus ada mekanisme untuk menyesuaikan posisi bantalan di kedua ujung rantai konveyor, dan sering disesuaikan agar rantai berada dalam kondisi kerja yang wajar.
(6) Poros penggerak utama sabuk konveyor harus berada di depan arah konveyor, sehingga interval sabuk konveyor bantalan selalu dalam keadaan tegang.
Untuk mendapatkan efek pengeringan terbaik dan hasil yang sesuai, perlu dilakukan pengendalian yang wajar terhadap kadar air bahan, kecepatan linier sabuk jala, volume distribusi udara, suhu udara, dan parameter lainnya.

Mengingat kekurangan pengering sabuk jala tradisional, kami telah melakukan banyak transformasi inovatif. Melalui penelitian tentang pembentukan dan distribusi material, distribusi dan sirkulasi udara panas melalui pemanggang, serta pemulihan dan pemanfaatan panas dari gas buang pemanggang, efisiensi termal peralatan, keseragaman, dan hasil produk ditingkatkan. Pada saat yang sama, melalui optimalisasi detail seperti siklus penggantian suku cadang yang aus, masa pakai dan keandalan peralatan ditingkatkan.
Pengering sabuk jaring yang telah disempurnakan tidak hanya meningkatkan efek pengeringan secara signifikan, tetapi juga sangat meningkatkan hasil produksi dan mengurangi konsumsi energi. Selain itu, efisiensi katalitik dari katalis juga telah ditingkatkan. Peralatan ini tidak hanya cocok untuk bidang tradisional, tetapi juga dapat digunakan secara luas dalam produksi industri baru, memberikan solusi pengeringan yang efisien dan ramah lingkungan bagi perusahaan.




















